


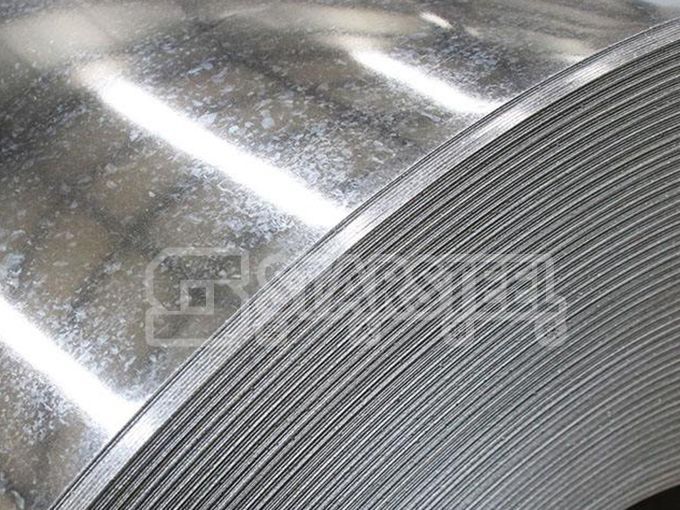
Гальванизацияланған
Өнімнің қызмет ету мерзімін ұзартатын және коррозияны болдырмауға көмектесетін мырышпен қапталған парақ.Жылудың көбірек шағылысуымен және тартымды көрінісімен ол өнеркәсіптік ғимараттарды, силостарды, сарайларды салу үшін өте қолайлы, басқа қолданбалар арасында. жылуды көрсетуге үлес қосады.
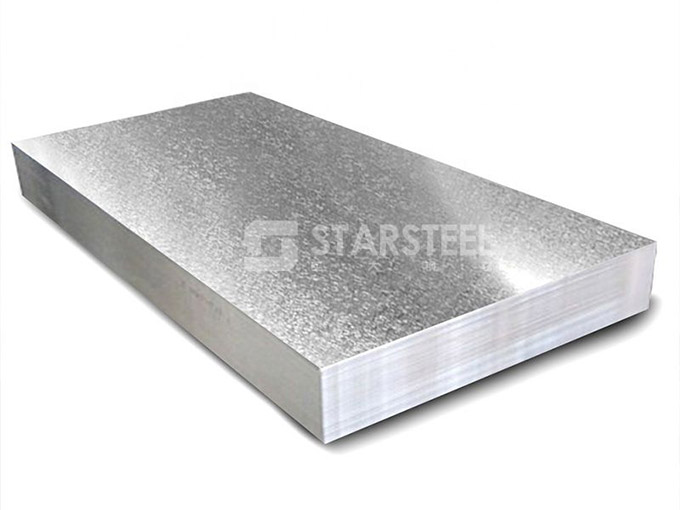
Гальванизацияланған парақ
Коррозияға төзімділігі жоғары тікбұрышты гофрленген мырышталған парақ, шатырлар мен өнеркәсіптік қасбеттерді салу үшін өте қолайлы.Ұзақ пайдалану мерзімімен ол ылғалды ортаға төзімді және
Гальванизация - болаттың коррозиясын болдырмаудың үнемді және тиімді әдісі және мырышталған болаттың қалыңдығы әдетте 0,35-тен 3 мм-ге дейін.Ағылшынша «мырыштау» мырышталған қабат болат пластинаны электрохимиялық қорғай алатынын білдіреді.1742 жылы француз меломаны (Меломин) ыстық мырыштау әдісін сәтті зерттеді.1836 жылы француздық Сорел (Sorel) өнеркәсіптік өндіріске ыстық мырыштау әдісін қолданды.1837 жылы HW Grawford флюс әдісімен ыстық мырыштау үшін патент алды.1935 жылы американдық Сендзимир (Т. Сендзимир) жолақты болатты үздіксіз ыстықтай мырыштау үшін, әдетте «Сендзимир әдісі» деп аталатын қорғаныс газын азайту әдісін қолдануды ұсынды.1937 жылы Америка Құрама Штаттарында бірінші Сендзимир үздіксіз ыстық мырыштау желісі салынды.Қытай 1940 жылдары Аньшаньда ыстық мырышталған парақтарды шығара бастады, ал 1979 жылы Уханьда жолақты болатқа арналған алғашқы үздіксіз ыстық мырыштау желісі салынды.

Ыстық су
Ыстық мырыштау әдісі және гальванизация әдісінің екі түрі бар.Ыстық мырыш қабатының қалыңдығы әдетте 60 ~ 300 г/м2 (бір жағы), ол күшті коррозияға төзімділікті қажет ететін бөлшектер үшін қолданылады.Электрленген мырыш қабаты 10-50г/м2 (бір жағы), ол көбінесе боялған бөліктерге немесе жоғары коррозияға төзімділікті қажет етпейтін боялмаған бөлшектерге қолданылады.Ыстық батыру әдісі алдын ала өңдеу әдісіне сәйкес ағынды әдіс және қорғаныш газды азайту әдісі болып екіге бөлінеді.Флюс әдісі бетіндегі оксидтерді кетіру үшін күйдірілген болат пластинаны маринадтау, содан кейін құрамында ZnCl2 және NH4Cl бар флюс резервуарынан өту, содан кейін мырыштау үшін балқытылған мырыш резервуарына кіру.Қорғаныс газын азайту әдісі жолақты болатты үздіксіз ыстық мырыштау үшін кеңінен қолданылады.Жолақ болат алдымен жалынмен қыздырылған алдын ала қыздыру пешінен өтіп, бетіндегі қалдық майды жағу үшін, сонымен бірге бетінде темір оксиді қабықшасы пайда болады;Губкалы темір.Беті тазартылған және белсендірілген жолақты болат балқытылған мырыш температурасынан сәл жоғарырақ температураға дейін салқындатылғаннан кейін 450-460 ° C мырыш ыдысына түседі және мырыш қабатының қалыңдығын бақылау үшін ауа пышағын пайдаланады.Ақырында, ақ тотқа төзімділігін арттыру үшін хромат ерітіндісімен пассивтенеді.
Электрлік қаптау
Қолданылатын қаптама ерітіндісіне сәйкес оны сілтілі әдіс және қышқылдық әдіс деп бөлуге болады.Сілтілі жабын ерітіндісінің бағасы жоғары, қоршаған ортаны ластайды, өндіріс тиімділігі төмен және жабын сапасы нашар, сондықтан ол іс жүзінде қолданылмайды.Қышқылмен қаптау ерітіндісінің негізгі компоненттері ZnSO4·7H2O, NH4Cl және Al2(SO4)3·18H2O және т.б. Анод ретінде таза мырыш және катод ретінде жолақты болат токтың әсерінен мырыш анодтық пластина ерітіледі. Zn2+ ішіне қаптау ерітіндісіне түседі, ал Zn2+ катодта металдық мырышқа дейін тотықсызданады және жолақ болаттың бетіне шөгеді.Қаптама фосфат пен хроматтың аралас ерітіндісімен өңделеді, бұл бояуды жақсартуға мүмкіндік береді, ал электромырышталған болат қаңылтырдың беті ашық және тегіс, ол негізінен бұрын автомобиль өнеркәсібінде қолданылған.Соңғы жылдары қолдану аясы электр өнеркәсібіне және басқа аспектілерге кеңейтілді, бұл электромырышталған табақ өнеркәсібінің дамуына ықпал етті.1970 жылдары бір жақты мырышталған парақтар да әзірленді.
Хабарлама уақыты: 10 наурыз 2022 ж


